折叠锻打的折叠次数多少次为好?是不是越多越好?有没有上限?
一般百次左右就已经是极限了,这还是古代时候,如今好钢多得是,折叠锻打的次数就少得多甚至不折叠。宝剑折叠锻打7000至8000层是否算是很好的宝剑了
剑好坏不是看折叠次数的,7000的也就是普遍的次数,折叠锻的概念其实就是折个6,7次,机械的气锤机打个7000下而已。这些都是商家忽悠的数据,古代钢杂志多所以要千锤百炼,现代钢是不需要这样搞了。要看好坏与否就看剑的韧性保持度等等懂剑的进
主要是经验,上面说的可能有点不对。 手锻剑也是要看铸剑师傅的功力的。打的过力或者折叠次数过多,花纹都会很不明显。与研磨也有关系。 这些是很考量经验的。 还有刃纹也有区别,有些酸洗的刃纹会很漂亮,但是不一定是钢材的花纹。一般来说纯粹是折叠锻打出来的刃纹并不明显,需要适合的光线和距离才看的清楚。像那种两米以外就能看到的纹路,明显是酸洗的。 还有,机器出来的剑也是有区别的。有机折和机削之分。 机折只是在锻打的时候用的是气锤,其他工艺跟全手工是完全一样的。这样的剑研磨出来以后刃纹会比较当整齐,而手锻的则因为受力不均匀的缘故刃纹就会呈现出多种花样。 这样的机折实际上是不影响剑的性能的,甚至可能比一般的师衡量一把日本刀的标准是什么?大神们帮帮忙
衡量的标准有以下几点: 1.日本刀的材料钢,被称作和钢(わこう,Wakou)或玉钢(たまはがね,Tamahagane)。玉钢以日本传统土法炼成。这是一种低温炼钢法,炉温不超过1000℃。此法看似原始,但相比近代的高温炼钢法,能炼出品质纯良的好钢。不过高温炼出的钢材较软,易打造成形,而低温炼出的钢材较硬,较难打造,可以说制作日本刀是人力密集型的工事,是以血汗换取的品武士刀质。根据不同地区,不同的流派,所用钢材成分多少会有差异。大体上玉钢所含成分如表所示。 玉钢成分表(二战时期: 铁98.12% - 95.22% 碳3.00% - 0.10% 铜1.54% 锰0.11% 钨0.05% 钼0.04%造剑的工艺及优缺点
【造剑的工艺】
一、一把剑的主要组成部分包括:
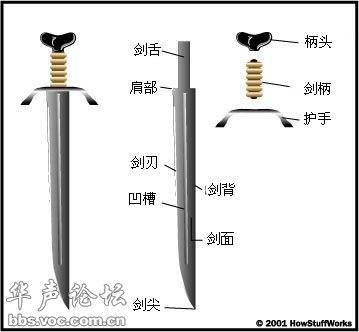
剑身——形成剑的长度。剑身一般包括六个区域:
剑刃——剑身的开刃部分。剑可以是单刃也可以是双刃。比如,日本武士刀就是单刃,而苏格兰双刃大剑则是剑身两侧开刃。
剑尖——剑身距离剑柄最远的末端。大部分剑的前部都是向剑尖锥形收缩为一个点,但是有些剑则从剑身直线延伸到剑的顶部。有些剑,比如美国内战时期的刺刀,则沿刀身打制成曲线。
剑背——剑身上剑刃对面的部分。当然,双刃剑没有剑背。
剑面——剑身的两侧。
凹槽——通常称作血槽或边槽,凹槽是一条贯穿差不多整个剑身的窄槽。很多人相信,血液可以通过血槽流出,减少了收缩作用,这样可以轻易拔出剑。与通俗的说法相反,实际上,凹槽并不是供血液流过的通道。凹槽的作用是减轻剑的重量,同时还不会降低剑的强度。刀匠在剑身上设置凹槽,可以减少材料使用。剑轻,且对剑的结构完整性没有太大的损害。这与建造摩天大厦时使用I型梁的道理类似。
卡榫——在一些刀剑的基部, 卡榫是护手前部未开刃的剑身部分。卡榫一般用在重剑上,必要时,另一只手可以握住这个部分。
剑舌——被剑柄包覆的剑身部分。全剑舌的宽度和剑身的剩余部分相同,并向下延伸通过剑柄和柄头。部分剑舌不会全部贯穿剑柄,宽度通常不会超过剑身的一半。各种剑的剑舌长度和宽度,特别是在其收缩进入柄头的地方区别很大。剑柄里面的剑舌的厚度和宽度决定了剑的握持情况。
护手——防止对手的剑沿着您的剑身滑下砍伤您的手的金属部件。日本刀的护手也可以防止手滑到刀身,很多欧洲剑的护手在进行近距离格斗时,还可以对抗盾牌。同样,欧洲剑上的十字护手还可以帮助控制剑尖和剑身。护手的形式可以采用十字型,也可以做成全包覆的篮型,将整个手封闭起来。
剑柄——剑的把手,剑柄通常使用皮革、线绳或木材制作。剑柄固定在剑舌上,这样可以舒适地持剑。
柄头——剑的末端,剑柄就扣合在柄头上。通常,柄头比剑柄大一些,防止剑从手中滑出,还可以为剑身提供一定的配重。柄头可以牢牢地将剑柄固定在剑舌上,有时候柄头也可以从同样长度的钢铸造出来,作为剑身的一部分。
剑的用途很广泛,既有只作为工具的,也有只作为仪式用途的。很多剑的护手、剑柄和柄头装饰豪华,是剑独一无二的精华之处。
二、刀剑锻造过程
在649℃-816℃下,钢材会变得火红,982℃时会变成橘红色。大部分钢合金应在这个温度范围内进行加工。如果钢的温度变冷,则会呈现出蓝色,此时捶击就会被击碎。与此相反,如果合金说明没有特别的规定,则钢材不能加热到982℃以上。
钢材加热后,第一步叫做拉拔。拉拔钢条,可以增加长度,并减少厚度。也就是将钢材打平,加工成基本的剑形。沿一条边捶击钢材,刀匠可以将钢材的长度逐渐弯曲,打造成一把弯剑。
下一步,刀匠开始制作剑身的锥度。锥化用于制作出剑身的剑尖和剑舌,以一定的角度捶打钢材就可以完成锥化。首先从开始变细的地方开始连续捶打到剑身的末端。锥化过程中常常引起剑身厚度的增加,此时需要拉拔剑身。剑舌完成后,刀匠一般会使用一个丝锥板牙套件,在剑舌的末端加工出螺纹用于安装柄头。
然后,刀匠会继续加工剑身的某个部分。刀匠将剑身的一部分加热(一般加热刀身的15.24至20.32厘米),直到这部分变红,然后用铁锤和其他工具进行成形加工。在捶打过程中,要反复轻弹剑身,确保剑身的两侧加工均匀。
在锻造过程的某个时刻,刀匠通常会对钢材进行正火。简单的说,就是将钢材放回煅炉中重新加热升温。然后刀匠不做任何处理,任其逐渐冷却。正火的目的是粒化钢材(晶体化结构)。事实上,刀匠每次加热剑身的一部分,锻打后,不仅改变了钢材的形状,还改变了钢材颗粒。钢材加热到一定温度后,会发生奥氏体化(铁原子和炭原子开始混合)。将钢材从煅炉中取出,然后自然冷却。这样可以减少由于剑身成分的不规则而引起的应力,并确保整个剑身颗粒的一致。
最后,在打磨和抛光阶段,刀身还要进行退火处理。退火看上去和正火类似,但是效果却相差万里。钢材加热到合适的温度后,开始奥氏体化。然后,钢材慢慢冷却下来。通常,钢材用绝缘材料包裹,确保钢材不会快速冷却。
退火的过程从几个小时到一天不等。退火的目的是让钢材变软,便于打磨和切削。退火完成后,刀匠开始打磨剑身。
 (刀剑大师唐·福格的一名学徒在锉剑身)
(刀剑大师唐·福格的一名学徒在锉剑身)
三、加工剑刃
剑身退火后,刀匠可以雕刻图案并加工剑刃和剑尖。使用带砂轮是最常用的加工剑刃的方法,但某些刀匠喜欢使用锉刀。
由于钢材变软,此时要用刀刃切削任何东西,刀刃都会受损。钢材必须加热,进行硬化处理。然后,刀匠将剑身加热到奥氏体化的温度。整个过程,剑身应均匀加热。虽然很多刀匠使用煅炉进行这个过程,但是也有些刀匠使用盐浴法。
这种方法是,将盐加热到合适的温度后,将刀身悬浮在盐浴中,保持一定的时间。盐浴使用熔化温度比钢熔化的温度低的盐,但是超过这个温度后,盐将仍然保持液态,这样就为刀身提供了极佳的“热浴”条件。就像一壶烧开的水,盐均匀彻底地加热钢材。
剑身从煅炉或盐浴中取出后,必须马上放入淬火槽。淬火槽内的油使钢材快速均匀地冷却。如果由于某些原因,钢材不能均匀冷却,剑身会出现弯曲,甚至会碎裂。剑身放在油中的时间不能过长,也不能过短。任何一种错误都会毁掉整个剑身。根据钢材的不同,以及淬火槽内的油或其他硬化媒介以及剑身厚度的不同,剑身淬火的时间有一些通用的原则。大部分刀匠都说,主要是将经验和直觉结合起来,以确定淬火的时间。淬火将渗碳体包围在铁素体内,并制造出一种非常硬的钢,叫做马氏体。
现在,钢材经过硬化处理后,可进行回火处理。回火,或者热处理是将剑身再一次加热,这次热处理不用将剑身加热到奥氏体化的温度。根据钢材的不同,回火温度很低。剑身保持此温度一定时间,然后再次淬火。大部分的刀匠都会将剑身退火几次,以得到精确的硬度等级。理想的状态是,钢材的硬度足够保持锋利的剑刃,但又不能硬得变脆,因为这样可能引起崩刃或碎裂。
有一种很常用的热处理方法,特别受到日本造剑师傅的偏爱,就是用湿粘土混合物将除了剑刃以外的剑身部分包裹起来,随着剑身的加热,粘土干燥并硬化。粘土可以保持热量并延缓冷却过程。一些刀匠喜欢在整个剑身上覆盖更厚的粘土筋条,这样可以进一步减缓这些部分的冷却速度。理想的状态是,这些部分应该比剑身的其他部分稍软,可以增加柔韧性,而剑刃则应保持坚硬。
四、锻造剑的其他部分
 (用于制作剑柄的木块)
(用于制作剑柄的木块)
剑柄可以采用如下几种材料:
.木材
.金属
.线绳
.骨材
.皮革
.塑料
剑柄一般滑过剑舌顶在剑肩上,(刀柄一般采用铆接或是粘合。)并在末端由柄头固定。柄头或者用剑舌末端的螺纹固定,或是滑过剑舌。剑舌的末端被锻打平整,扣住柄端。有些剑的柄头,甚至将护手都与剑身锻打为一体。护手、剑柄和柄头制造完毕后,开始对剑进行打磨和抛光处理。最后用油石打磨剑刃,完成品就是刀匠辛苦工作的见证。。
【优缺点】
具是一个非常美丽的矛盾的结合体,它不断的挑战人的智慧,运气,材料和工艺的极限!但并不神秘!好刀选择钢材上要的不是硬,而是其钢材热处理后的韧性与刀锋的硬度。刀锋如果跟刀背一样硬,砍到东西时能量都让刀刃吸收了,因此刀刃非常容易碎裂或卷刃。
钢铁的含碳量不是那么简单的越高越好的。用作刀剑的钢铁,有两个基本属性,一是硬度,一是韧度,硬度就是这把刀能够切割多硬的东西,韧性是材料受多大能量冲击而不断裂的能力。
很可惜,这两种属性在一定程度上是互斥的,钢铁里面含碳量越高,硬度就越高,打造出来的刀越锐利,但是也越脆,很可能一碰到硬的东西就崩口了;而含碳量低的熟铁,韧度很高,打造出来的刀不容易崩坏,甚至可以弯曲到一个程度也不会折断,但是没什么硬度,切割不了比较硬的东西.
所以,真正的好刀是必须设法融合高碳钢和熟铁的优点的。在古代,最好的办法就是用折叠锻打,把钢和熟铁一层一层细密地打在一起,并用渗碳的方法,这样打出来的刀就兼有高碳钢的锋利,和熟铁的韧度。这种工艺打出来的刀剑在古代都是精品中的精品了,虽然这种工艺是中国发明的,但后来是伊朗(古代波斯)那边的锻造工艺最好,因此又被称为大马士革钢;又因为折叠锻打出来的钢,表面会有一层一层的纹路,很美观,因此又成为花纹钢。(现在这些工艺全部绝种了,目前一些所谓的大师制出来的东西,多为工业花纹钢,以及焊枪与酸洗出来的哗众取宠之物)