图中为一轴类零件,材料45钢,毛坯直径42mm,试编写其加工程序。(数控编程)
1、该零件表面由圆柱、顺圆弧、逆圆弧及螺纹等表面组成。其中多个直径尺寸有较严的尺寸精度和表面粗糙度等要求。尺寸标注完整,轮廓描述清楚。零件材料为铝,无热处理和硬度要求。
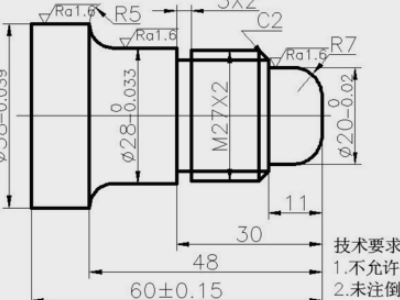
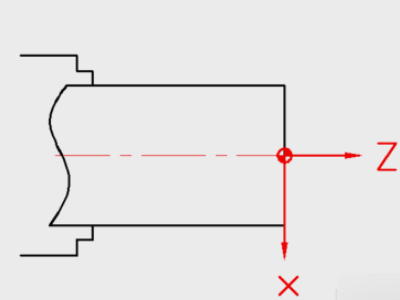
2、以毛坯右端面与回转中心交点为原点建立工件坐标系,左端采用三爪自定心卡盘装夹,毛坯伸出长度80。
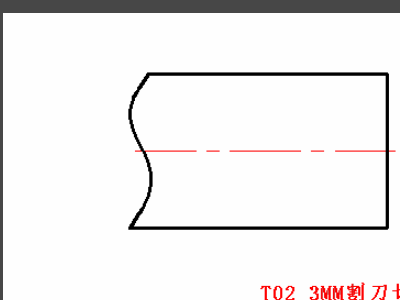
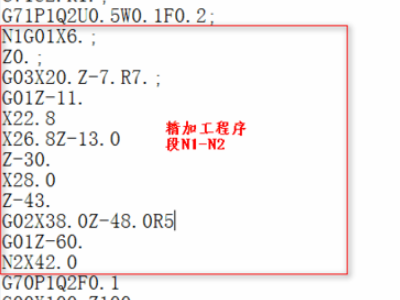
3、加工路线,外圆车刀T01用G71进行轮廓粗加工,G70进行精加工,3MM割刀T02切槽至尺寸要求,60度螺纹刀T03用G92加工螺纹至尺寸要求。
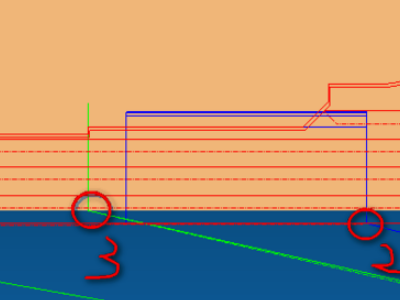
4、加工路线,红色为外圆粗精车,绿色切槽及切断,蓝色螺纹。
5、然后程序解析就完成了。
【急!】编制下图轴的机械加工工艺过程卡片【及时的追加50或更多】
带锯下料:¢55X245.
调制:HB230-240
粗车:尺寸235两端面车至尺寸,两端车顶尖孔。其余外圆表面留精加余量1.5,各个轴肩留精加工余量1.5,B-B车至¢34。
精车:M22车成,B-B车至¢33,沟槽及各个端面车成,各个外圆留磨量0.5。
铣:铣键槽,钻¢7孔,铣23X23方。
淬火
磨:磨有公差外圆至尺寸。
如图所示传动轴,材料为45钢,生产类型为小批生产,要求初拟其加工工艺过程
工艺过程:
下料
粗车
调质
半精车
粗磨
精车
铣键槽
精磨
热处理题 求详解 !!用45钢制造主轴,其加工工艺的路线为: 下料——锻造——退火——粗加工——调质处理
下料—锻造—退火—粗加工—调质处理—精加工放磨—磨削外圆各部尺寸—铣键槽—上油入库待装。
(1)调质处理的作用是调质处理就是指淬火加高温回火的双重热处理方法,其目的是使工件具有良好的综合机械性能。
(2)调质处理加热温度范围。
高温回火
500℃~650℃
中温回火
300℃~450℃
低温回火
150℃~250℃